Artificial leather is popular and widely used in various industries, including fashion, furniture, and automotive; thanks to its appearance with many patterns that mimic natural leather or special color and geometric texture diversity. To obtain the special design patterns and texture, the artificial leather has to go through an embossing stage, which has 2 main methods: steel embossing and vacuum embossing. While both methods are designed to mimic the look of genuine leather, they differ in terms of their production processes and resulting characteristics. So which method we should use for our product, and which designed patterns are suitable? This article will help you answer that question.
Steel embossing
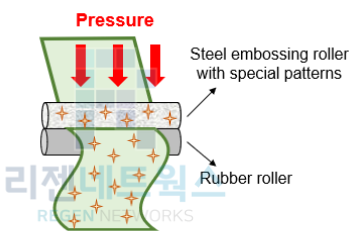
The steel embossing stage starts after the foaming stage of the semi-finished product (or called base material, including backing fabric and some PVC coating layers). After foaming to get a thicker thickness, the semi-finished will go through an embossing part, which includes 2 rollers: one is the rubber roller, and one is a steel roller that has a special texture on it. The key to the steel embossing process is using pressure made of 2 rollers to make the special patterns in the artificial leather. When the semi-finished go through the rollers, a force is made by 2 rollers that will be applied to the artificial leather and under that pressure, the patterns on the rollers will be transferred on the surface of the synthetic leather. After embossing, the artificial leather has to go through some treatment stages to get the required surface and texture.

Vacuum embossing
While steel embossing uses pressure from two rollers to create textures, the vacuum one is different. It uses the vacuum environment made by a special device called a vacuum embossing group to create the texture on the surface of the artificial leather. The main equipment of the vacuum method is quite different from the embossing method. It includes 2 parts: one is the aluminum bars and the roller with a cooling system inside, and one is the vacuum embossing roller. Inside the first roller part is a cooling system (it has 2 pipes, one to let the cold water in, and one to let the water out) to reduce and keep the temperature of the roller at a suitable level during manufacturing, to avoid damaging the roller. Outside of the roller is the aluminum bars, which are connected to a vacuum machine to create a vacuum environment. Also, the aluminum bars have a lot of tiny holes on the surface. The second part is a vacuum embossing roller, which is made with special sponge structure material (usually made of ceramic), and it has a texture with patterns that we want to make on the surface of the artificial leather.

In the preparation stage, the vacuum embossing roller will be put outside of the aluminum bars. After that, the workers will adjust the position of the vacuum roller, so that it is fixed on the aluminum bars and can’t be moved. Then, the workers will use the tape to seal two sides of the roller, to avoid the air going through. This is an important step since to make the vacuum environment, there can’t be any spaces to let the air can go through and affect the vacuum environment. One thing that we may need to notice is that the patterns on the roller cover will be reversed from the patterns on the finished products.


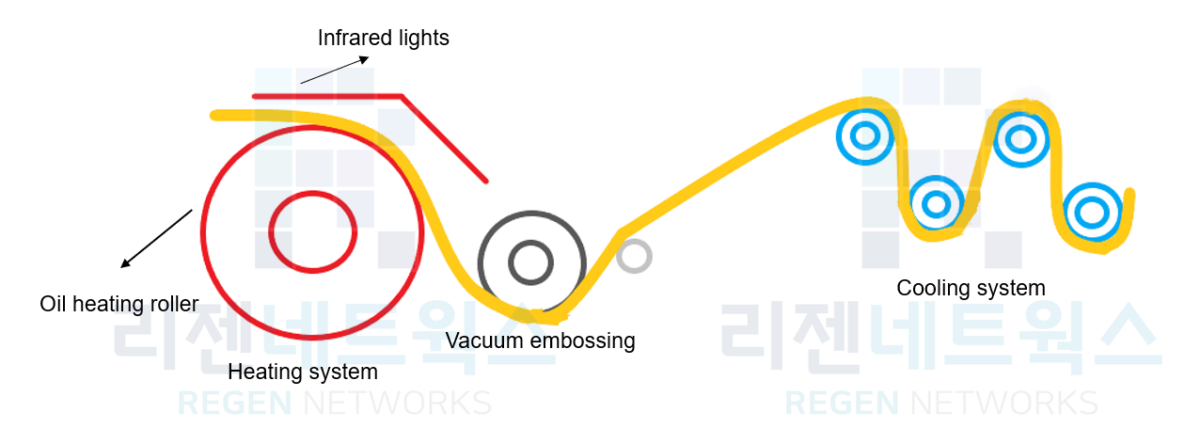
Starting the embossing process, the artificial leather will go through a heating system (including infrared lights and an oil heating roller) to increase the temperature of the PVC leather to soften it for easier patterns. The main part of the heating system is an oil heating roller, which is responsible for providing heat to synthetic leather (the heat will increase slowly to avoid melting or damaging the surface of artificial leather). The support heating part of the heating system is infrared lights, which provide heat to keep the range of temperature not too different when the synthetic leather goes out of the oil heating roller (different temperatures due to the effect of room temperature). Then, the PVC leather will go through the vacuum embossing group to make the patterns. Due to the PVC leather having high-temperature manufacturing, the vacuum embossing group must have a cooling system inside to reduce the temperature while producing, to avoid damage to the roller. After being patterned, the PVC leather will immediately go through a cooling system, to prevent deforming the artificial leather surface when exposed to heat.

Conclusion
In conclusion, the main difference between the steel embossing and vacuum embossing methods is one uses pressure to make the patterns (steel embossing method), and another uses the vacuum environment to obtain the desired texture (vacuum embossing method). Besides, the thickness of steel embossing PVC leather will be thicker than the vacuum one, because the pressure must be used during embossing, so it is necessary to make the artificial leather thicker than the required thickness to achieve the desired thickness when finished. Also, the hand-feeling of the vacuum embossing PVC lather will be softer, due to the thinner thickness, and it has to exposure to heat to soften PVC leather for easier patterns. In addition, because of the complicated system and machine, the vacuum PVC leather will have a higher cost than the steel embossing one. Based on these differences as we mention, you can have more information to consider which PVC leather is suitable for your specific needs and budget.
| Property | Steel embossing | Vacuum embossing |
| Force | Pressure | Vacuum |
| Thickness | – | Thinner |
| Hand-feeling | – | Softer |
| Cost | – | Higher |
Leave a Reply